































القطع بالليزر طريقة معالجة عالية الكفاءة والدقة والمرونة، تُستخدم على نطاق واسع في تصنيع السيارات والطائرات وآلات البناء والمعدات الثقيلة. على الرغم من التطور المستمر لآلات القطع بالليزر، إلا أن بعض المشاكل الشائعة قد تحدث أثناء الإنتاج الفعلي، مما يؤدي إلى انخفاض جودة القطع أو كفاءته أو ارتفاع تكاليفه.
بناءً على خبرتها الواسعة في هذا المجال، لخّصت شركة هان ليزر أكثر مشاكل وحلول القطع بالليزر شيوعًا، مقدمةً مراجع عملية للمشغلين والمصنعين. سواء كنت تستخدم جهاز قطع ليزر منخفض الطاقة للمبتدئين أو نظام قطع ليزر عالي الطاقة ومتطور، ستساعدك الإرشادات التالية على تحسين جودة القطع وإنتاجيته.
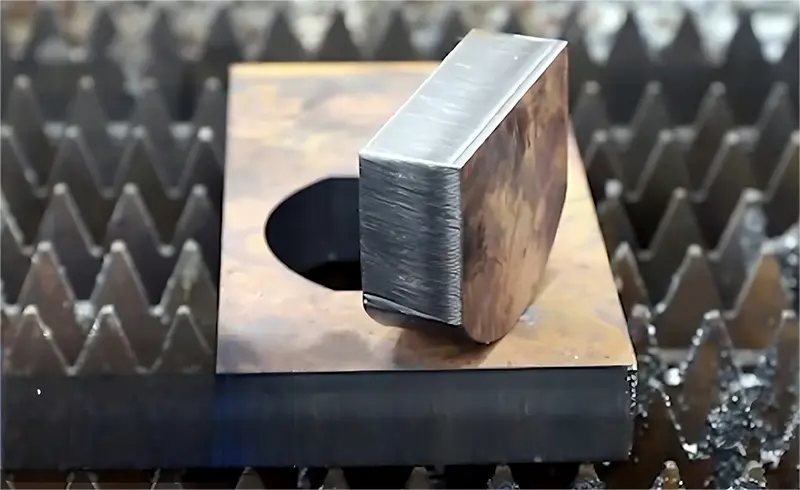
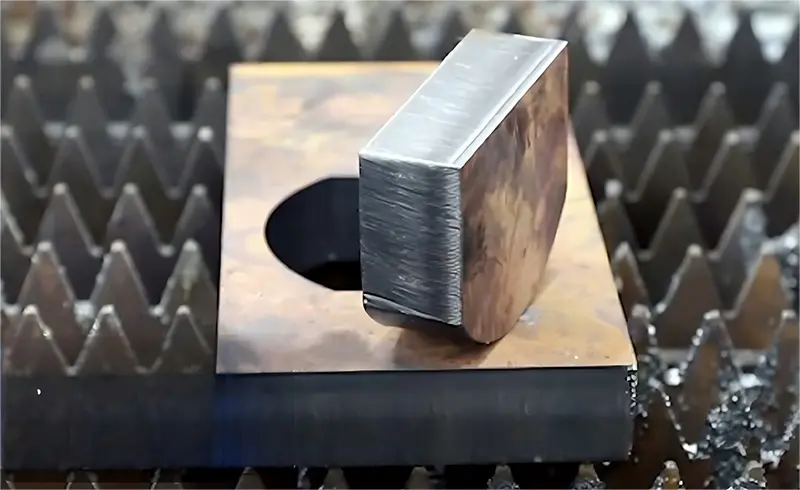
1. نتوءات أو حواف خشنة على سطح القطع
الأعراض: حواف قطع خشنة أو غير مستوية مع نتوءات أو خطوط خشنة.
الأسباب المحتملة:
📌 طاقة ليزر غير كافية لإذابة المادة بالكامل
📌 سرعة القطع عالية جدًا، وقت غير كافٍ لإتمام القطع
📌 موضع غير صحيح لنقطة التركيز، مما يقلل من كثافة الطاقة
📌 ضغط غاز مساعد غير مناسب، وعدم نفخ الخبث
📌 استخدام إعداد واحد للمعلمات لجميع المواد دون تعديل
📌 تلوث المكونات البصرية (العدسة أو الفوهة)
الحلول:
☑️زيادة طاقة الليزر وتقليل سرعة القطع
☑️إعادة معايرة التركيز، مع إبقاءه أسفل سطح المادة بقليل
☑️ضبط ضغط غاز المساعد لإزالة الخبث بسلاسة
☑️ضبط المعلمات وفقًا لنوع المادة وسمكها
☑️تنظيف العدسات والفوهات والمرايا بانتظام للحفاظ على جودة الشعاع

2. ذوبان مفرط أو شق عريض
الأعراض: خطوط القطع أوسع من المتوقع، والحواف تبدو ساخنة جدًا أو منصهرة.
الأسباب المحتملة:
📌 طاقة الليزر عالية جدًا، مما يؤدي إلى ارتفاع درجة الحرارة.
📌 سرعة القطع بطيئة جدًا، مما يؤدي إلى تراكم الحرارة.
📌 تركيز أو ارتفاع فوهة غير صحيح.
📌 تدفق غاز مساعد منخفض.
📌 مواد سميكة أو موصلية حرارية ضعيفة.
📌 جودة شعاع الليزر أو عدم استقراره.
الحلول:
☑️خفض إعدادات الطاقة وفقًا لسمك المادة.
☑️زيادة سرعة القطع لتقليل التعرض للحرارة.
☑️إعادة معايرة التركيز وارتفاع الفوهة.
☑️ضمان إمداد غاز مستقر وكافٍ.
☑️تحسين المعلمات للمواد السميكة أو التي يصعب معالجتها.
☑️فحص مصدر الليزر ومسار الشعاع بانتظام.
3. سطح قطع غير مستوٍ أو حواف متموجة
الأعراض: أنماط متموجة، نعومة غير متناسقة على أسطح القطع.
الأسباب المحتملة:
📌 عدم استقرار خرج طاقة الليزر
📌 سرعة قطع غير متساوية
📌 انحراف نقطة التركيز
📌 صفائح مواد ملتوية أو غير مستوية
📌 اهتزازات في الماكينة أو أجزاء مفكوكة
📌 تدفق غاز مساعد غير منتظم
الحلول:
☑️ استخدم مصدر طاقة ثابتًا وتأكد من ثبات خرج الطاقة
☑️ حافظ على سرعة قطع ثابتة
☑️ معايرة نظام التركيز بانتظام
☑️ تسوية صفائح المواد وتثبيتها قبل القطع
☑️ شد الأجزاء الميكانيكية وفحص قضبان التوجيه
☑️ استخدم منظمات التدفق لتثبيت ضغط الغاز
4. شرارات غير طبيعية أثناء القطع
الأعراض: شرارات زائدة أو غير منتظمة أثناء القطع.
الأسباب المحتملة:
📌قوة الليزر عالية جدًا
📌سرعة القطع بطيئة جدًا، مما يُسبب ارتفاع درجة الحرارة
الحلول:
☑️خفض إعدادات طاقة الليزر
☑️زيادة سرعة القطع لتقليل الإجهاد الحراري
5. قطع غير مكتمل أو فشل في الاختراق
الأعراض: قطعة العمل غير منفصلة تمامًا، مع بقاء التصاق جزئي.
الأسباب المحتملة:
📌قوة ليزر غير كافية
📌سرعة قطع عالية جدًا
📌عدسة أو فوهة ملوثة
📌نقطة بؤرية غير صحيحة
📌مواد عالية الانعكاس (الألومنيوم، الفولاذ المقاوم للصدأ)
الحلول:
☑️زيادة إعدادات الطاقة
☑️خفض سرعة القطع
☑️تنظيف أو استبدال المكونات البصرية
☑️إعادة ضبط نقطة البؤرة
☑️تنظيف أو معالجة أسطح المواد العاكسة مسبقًا

6. علامات حرق أو تغير في اللون على الحواف
الأعراض: تغير في اللون إلى البني، أو الأصفر، أو الأسود على طول حواف القطع.
الأسباب المحتملة:
📌ارتفاع درجة الحرارة أو الطاقة
📌القطع بالأكسجين يُسرّع الأكسدة
📌سرعة القطع بطيئة جدًا
الحلول:
☑️خفض الطاقة أو التبديل إلى وضع القطع النبضي
☑️استخدام غاز النيتروجين أو الأرجون المُساعد بدلاً من الأكسجين
☑️زيادة سرعة القطع للحصول على حواف أنظف
7. تراكم الخبث في أسفل القطع
الأعراض: تصلب حبيبات الخبث في أسفل القطع.
الأسباب المحتملة:
📌 ضغط غاز مساعد غير كافٍ
📌 سرعة القطع بطيئة جدًا أو طاقة الليزر منخفضة جدًا
📌 فجوة أو ارتفاع غير صحيح للفوهة
الحلول:
☑️ زيادة ضغط وتدفق غاز المساعد
☑️ ضبط سرعة وقوة القطع حسب نوع المادة
☑️ تحسين ارتفاع الفوهة لتحسين تدفق الغاز وتقارب الشعاع
8. مشاكل في الثقب عند بدء القطع
الأعراض: يواجه الليزر صعوبة في اختراق المادة في البداية.
الأسباب المحتملة:
📌 معلمات ثقب غير صحيحة (الوقت أو الطاقة)
📌 شعاع ليزر غير مستقر
📌 سطح المادة متسخ أو مؤكسد
الحلول:
☑️ إطالة وقت الثقب أو استخدام الثقب تدريجيًا
☑️ تثبيت مصدر الشعاع
☑️ تنظيف سطح المادة قبل القطع
الخلاصة
يُقدم القطع بالليزر دقة وكفاءة ومرونة لا مثيل لها في قطاع التصنيع الصناعي. ومع ذلك، تعتمد جودة القطع بشكل كبير على ضبط معايير العملية بدقة، والصيانة الدورية للمعدات، وخصائص المواد. يمكن حل معظم المشاكل، بدءًا من النتوءات وعلامات الحرق وصولًا إلى فشل الاختراق، من خلال التعديلات المناسبة والإجراءات الوقائية.
بصفتها شركة رائدة عالميًا في تكنولوجيا الليزر، تُقدم هان ليزر لعملائها حلولًا متقدمة للقطع بالليزر، وتدريبًا شاملًا، ودعمًا فنيًا سريع الاستجابة للمساعدة في تحقيق إنتاجية أعلى وخفض تكاليف التشغيل.
👉 هل ترغب في تحسين جودة وكفاءة القطع بالليزر؟ تواصل مع هان ليزر اليوم للحصول على حلول مُخصصة!




 Previous
Previous




 LET’S TALK
LET’S TALK



